









Adresă:
No.233-3 Yangchenghu Road, Parcul Industrial Xixiashu, districtul Xinbei, orașul Changzhou, provincia Jiangsu




• Freza universală este potrivită pentru tratarea termică a tuturor serii de materiale din oțel. Are un design cu structură cu caneluri în U și este potrivit atât pentru degroșare, cât și pentru finisare.
• Este potrivit și pentru prelucrarea materialelor care nu sunt din oțel și aluminiu. Are o gamă completă de specificații și modele și o gamă largă de utilizări.

| Nu. | Diametrul D | Unghiul R R | Lungimea flautului Lc | Lungimea totală L | Diametrul tijei d | Număr de lame F |
| NNC-2B-D1 | 1 | 0.5 | 2 | 50 | 4 | 2 |
| NNC-2B-D1 | 1 | 0.5 | 2 | 50 | 6 | 2 |
| NNC-2B-D1.5 | 1.5 | 0.75 | 3 | 50 | 4 | 2 |
| NNC-2B-D1.5 | 1.5 | 0.75 | 3 | 50 | 6 | 2 |
| NNC-2B-D2 | 2 | 1 | 4 | 50 | 4 | 2 |
| NNC-2B-D2 | 2 | 1 | 4 | 50 | 6 | 2 |
| NNC-2B-D2.5 | 2.5 | 1.25 | 5 | 50 | 4 | 2 |
| NNC-2B-D2.5 | 2.5 | 1.25 | 5 | 50 | 6 | 2 |
| NNC-2B-D3 | 3 | 1.5 | 6 | 50 | 3 | 2 |
| NNC-2B-D3 | 3 | 1.5 | 6 | 50 | 4 | 2 |
| NNC-2B-D3 | 3 | 1.5 | 6 | 50 | 6 | 2 |
| NNC-2B-D3.5 | 3.5 | 1.75 | 8 | 50 | 4 | 2 |
| NNC-2B-D3.5 | 3.5 | 1.75 | 8 | 50 | 6 | 2 |
| NNC-2B-D4 | 4 | 2 | 8 | 50 | 4 | 2 |
| NNC-2B-D4 | 4 | 2 | 8 | 50 | 6 | 2 |
| NNC-2B-D4 | 4 | 2 | 8 | 75 | 4 | 2 |
| NNC-2B-D4 | 4 | 2 | 8 | 100 | 4 | 2 |
| NNC-2B-D5 | 5 | 2.5 | 10 | 50 | 5 | 2 |
| NNC-2B-D5 | 5 | 2.5 | 10 | 50 | 6 | 2 |
| NNC-2B-D6 | 6 | 3 | 12 | 50 | 6 | 2 |
| NNC-2B-D6 | 6 | 3 | 12 | 75 | 6 | 2 |
| NNC-2B-D6 | 6 | 3 | 12 | 100 | 6 | 2 |
| NNC-2B-D8 | 8 | 4 | 16 | 60 | 8 | 2 |
| NNC-2B-D8 | 8 | 4 | 16 | 75 | 8 | 2 |
| NNC-2B-D8 | 8 | 4 | 16 | 100 | 8 | 2 |
| NNC-2B-D10 | 10 | 5 | 20 | 75 | 10 | 2 |
| NNC-2B-D10 | 10 | 5 | 20 | 100 | 10 | 2 |
| NNC-2B-D10 | 10 | 5 | 20 | 150 | 10 | 2 |
| NNC-2B-D12 | 12 | 6 | 24 | 75 | 12 | 2 |
| NNC-2B-D12 | 12 | 6 | 24 | 100 | 12 | 2 |
| NNC-2B-D12 | 12 | 6 | 24 | 150 | 12 | 2 |
| NNC-2B-D16 | 16 | 8 | 32 | 100 | 16 | 2 |
| NNC-2B-D20 | 20 | 10 | 40 | 100 | 20 | 2 |
| Materiale prelucrate | Fontă Fontă nodulară | Oțel carbon, oțel aliat ~750N/mm² | Oțel carbon, oțel aliat ~30HRC | Oțel precălit, oțel călit și călit ~40HRC | Oțel inoxidabil | Oțel precălit, oțel călit și călit ~50HRC | ||||||
| Diametrul (mm) | Viteza de rotatie (min -1 ) | Viteza de avans (mm/min) | Viteza de rotatie (min -1 ) | Viteza de avans (mm/min) | Viteza de rotatie (min -1 ) | Viteza de avans (mm/min) | Viteza de rotatie (min -1 ) | Viteza de avans (mm/min) | Viteza de rotatie (min -1 ) | Viteza de avans (mm/min) | Viteza de rotatie (min -1 ) | Viteza de avans (mm/min) |
| R0.5 | 40000 | 800 | 40000 | 800 | 38000 | 700 | 32000 | 320 | 22300 | 200 | 25000 | 275 |
| R1.0 | 24000 | 900 | 24000 | 900 | 19000 | 760 | 16000 | 400 | 11150 | 230 | 13000 | 275 |
| R1.5 | 15500 | 950 | 15500 | 950 | 12750 | 760 | 10600 | 450 | 7400 | 290 | 8500 | 280 |
| R2.0 | 11500 | 950 | 11500 | 950 | 9550 | 760 | 8000 | 550 | 5550 | 370 | 6500 | 370 |
| R2.5 | 9500 | 1050 | 9500 | 1050 | 7650 | 800 | 6400 | 550 | 4450 | 370 | 5000 | 375 |
| R3.0 | 8000 | 1050 | 8000 | 1050 | 6400 | 800 | 5300 | 580 | 3700 | 390 | 4200 | 390 |
| R4.0 | 6000 | 1300 | 6000 | 1300 | 4800 | 950 | 4000 | 700 | 2750 | 455 | 3200 | 440 |
| R5.0 | 4800 | 1200 | 4800 | 1200 | 3800 | 900 | 3200 | 650 | 2200 | 430 | 2500 | 440 |
| R6.0 | 4000 | 1100 | 4000 | 1100 | 3200 | 840 | 2650 | 610 | 1850 | 430 | 2100 | 420 |
| R8.0 | 3000 | 1050 | 3000 | 1050 | 2400 | 800 | 2000 | 600 | 1350 | 380 | 1600 | 375 |
| R10,0 | 2400 | 950 | 2400 | 950 | 1900 | 680 | 1600 | 560 | 1100 | 370 | 1250 | 330 |
| Adâncimea maximă de tăiere |  |  | ||||||||||
1. Vă rugăm să utilizați mașini-unelte de înaltă precizie și suporturi pentru scule.
2. Vă rugăm să utilizați lichid de răcire cu aer sau de tăiere, care este mai puțin probabil să producă fum.
3. Se recomandă utilizarea frezării secvenţiale pentru frezarea laterală.
4. Când rigiditatea mașinii-unelte și a instalației piesei de prelucrat este slabă, pot apărea vibrații și sunet anormal. În acest caz, viteza și viteza de avans din tabelul de mai sus ar trebui reduse de la an la an.
5. Minimizați lungimea suspensiei sculei cât mai mult posibil, fără interferențe.
| Seria de scule | Diametrul | Raza | Raza de colț | Lungimea flautului | Lungimea efectivă | Lungimea totală | Diametrul tijei | |||
| D | R | CR | Lc | L1 | L | d | ||||
| Freze universale din carbură NNC | D0.1~D0.9 | 0 -0,005 | R0,05~R2 | /-0,005 | CR0.05~CR0.5 | /-0,005 | 0 0.2 | 0 0.3 | 0 0.5 | h5 |
| D1.0~D4.0 | 0 -0,008 | 0 0.3 | 0 0.5 | |||||||
| D1.0~D3.5 | 0 -0,008 | R0,5~R1,75 | /-0,005 | CR0.1~CR0.5 | /-0,005 | 0 0.3 | 0 0.5 | 0 0.5 | h6 | |
| D4.0~D11.0 | 0 -0,012 | R2.0~R5.0 | /-0,008 | CR1.0~CR3.0 | /-0,008 | 0 0.5 | ||||
| D12.0~D20.0 | 0 -0,015 | R6.0~R10.0 | /-0,01 | |||||||
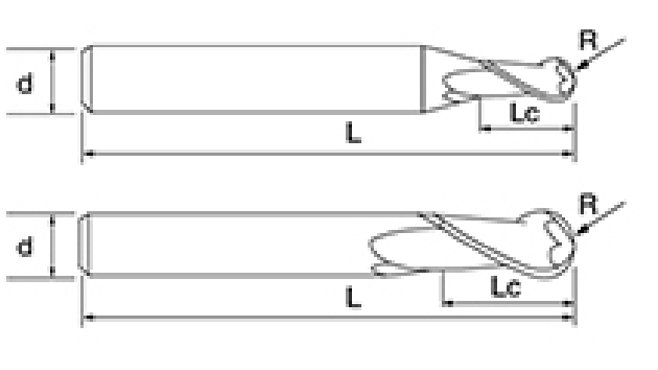
Frezele cu cap bile NNC-2B cu 2 caneluri oferă o mare flexibilitate în selectarea dimensiunilor, cu diametre variind de la 1 mm la 10 mm, lungimi comune ale canelului de la 2 mm la 25 mm și lungimi totale incluzând 50 mm, 75 mm și 100 mm. Aceste combinații diferite pot îndeplini o varietate de cerințe de prelucrare, cum ar fi caneluri superficiale, tăiere în teșit și prelucrare complexă a conturului, menținând în același timp rigiditatea stabilă a sculei chiar și la diametre mai mici.
Instrumentul adoptă o geometrie cu vârf sferic, iar muchia sa de tăiere curbată ajută la reducerea rezistenței la tăiere și la îmbunătățirea finisajului suprafeței. Distribuția echilibrată a muchiilor de tăiere de-a lungul tranziției arcului asigură o forță mai uniformă în timpul funcționării, reducând eficient vibrațiile sculei și îmbunătățind în continuare calitatea suprafeței și acuratețea dimensională.
Frezele cu vârf sferic cu 2 caneluri sunt fabricate folosind tehnologia de șlefuire CNC de înaltă precizie, cu o matrice cu granulație fină, nefragmentabilă (0,6 μm), care poate menține claritatea și durabilitatea chiar și în condiții de tăiere de mare viteză. Cel mai recent înveliș compozit crom-aluminiu are o rezistență excelentă la căldură și uzură, permițând frezei să mențină o performanță stabilă la temperaturi ridicate și să prelungească semnificativ durata de viață a sculei.
Aceste freze sunt potrivite pentru o gamă largă de materiale cu duritate de până la HRC45, inclusiv oțel carbon, oțel aliat, oțel precălit și fontă, precum și metale neferoase, cum ar fi aliajele de cupru.
Înființare întreprindere
Angajați

Changzhou Maton Tools Co.,Ltd. este situată în regiunea dezvoltată economic a Deltei Fluviului Yangtze. Fabrica este situată în Zona de Dezvoltare High-tech Xixiashu, un oraș renumit pentru producția de scule din China. Suntem 2 Flaut Ball Nose Freze Producători.
Magotantools adoptă sistemul de calitate ISO9001 ca standard, sub îndrumarea filosofiei de afaceri „zero defecte în produse” și „zero distanță în service”, bazată pe spiritul de „integritate”, „unitate” și „exploatare” și urmează un stil de management corect și just. Producția de produse adoptă centre de rectificare și prelucrare CNC cu cinci și șase axe din Germania, Elveția, Japonia etc. și este echipată cu echipamente de testare de înaltă precizie, cum ar fi cele din Germania, Japonia și China, astfel încât să satisfacă nevoile producției cu o calitate și o cantitate ridicate.
Compania dezvoltă continuu diverse scule CNC de înaltă performanță și a câștigat diverse premii naționale. Profesional 2 Flaut Ball Nose Freze CompanieCu peste 10 brevete, produsele companiei sunt utilizate în principal în industria de apărare, industria aerospațială, industria auto, produse și matrițe electronice și alte domenii.
Diversele produse ale companiei sunt recunoscute și apreciate de companii autohtone renumite. Cu tehnologie infinită, creație infinită și urmărirea excelenței, uneltele Magotan vor scrie prosperitatea și visele viitoare cu o încredere extraordinară și o calitate înaltă.
Vă vom răspunde în termen de 12 ore de la primirea solicitării, în zilele lucrătoare.
Suntem producători, producem și ne vindem singuri.
Producem în principal freze din oțel tungsten, burghie și alte scule din aliaje dure. Profesionale 2 Flaut Ball Nose Freze Producători.
Produsele noastre acoperă aproape întreaga industrie a matrițelor, industria de apărare, industria aerospațială, industria auto, produsele electronice și alte domenii.
Da, ne concentrăm principal pe produse personalizate. Dezvoltăm și producem produse pe baza desenelor sau mostrelor furnizate de clienți. Freze personalizate cu 2 caneluri și nas sferic.
Avem peste 30 de unități WALTER din Germania, Makino din Japonia, ROLLMATIC din Elveția și TTB din Elveția, cu o valoare anuală a producției de 80 de milioane RMB. Suntem 2 Flaut Ball Nose Freze Companie
În primul rând, după fiecare proces, efectuăm inspecțiile corespunzătoare. Pentru produsul final, vom efectua o inspecție completă 100% în conformitate cu cerințele clienților și standardele internaționale;
Apoi, avem echipamente de testare avansate și complete de top din industrie, cum ar fi analizoare spectrale, microscoape metalografice etc., care pot asigura stabilitatea și consecvența sculelor așchietoare, îndeplinind în același timp cerințele clienților de testare de înaltă precizie pentru sculele așchietoare.
La emiterea ofertei, vom confirma cu dumneavoastră metoda de tranzacție, FOB, CIF, CNF sau alte opțiuni. Când producem în vrac, de obicei facem mai întâi o plată în avans de 30%, apoi plătim soldul rămas la prezentarea conosamentului. Folosim în mare parte T/T ca metodă de plată, dar este acceptabil și acreditivul.
Suntem 2 Flaut Ball Nose Freze Producători în China. Amprenta noastră este în întreaga lume, oferim produse și servicii de calitate clienților din întreaga lume.

No.233-3 Yangchenghu Road, Parcul Industrial Xixiashu, districtul Xinbei, orașul Changzhou, provincia Jiangsu

+86-18068566610

sales@magotan-tools.com
+86-18068566610
